

Energy consumption in the plastic sector
The plastic industrial sector is a high energy user and manufactures several fundamental industrial materials. It utilizes over one hundred techniques and process variations to manufacture a vast array of different plastic products.
There are four common plastics production functions: moulding, calendaring, extrusion and coating, accounting for over 90% of plastics volume. The majority of plastics production occurs through injection moulding, thermoforming, extrusion and blow forming. Energy saving potential in the plastics sector is very high, and typical savings with best practices can be over 40% of energy usage and cost. Contact us for more information.
Click here to view one of our energy efficiency projects in the plastic manufacturing facility.
Average specific energy consumption in kWh/kg
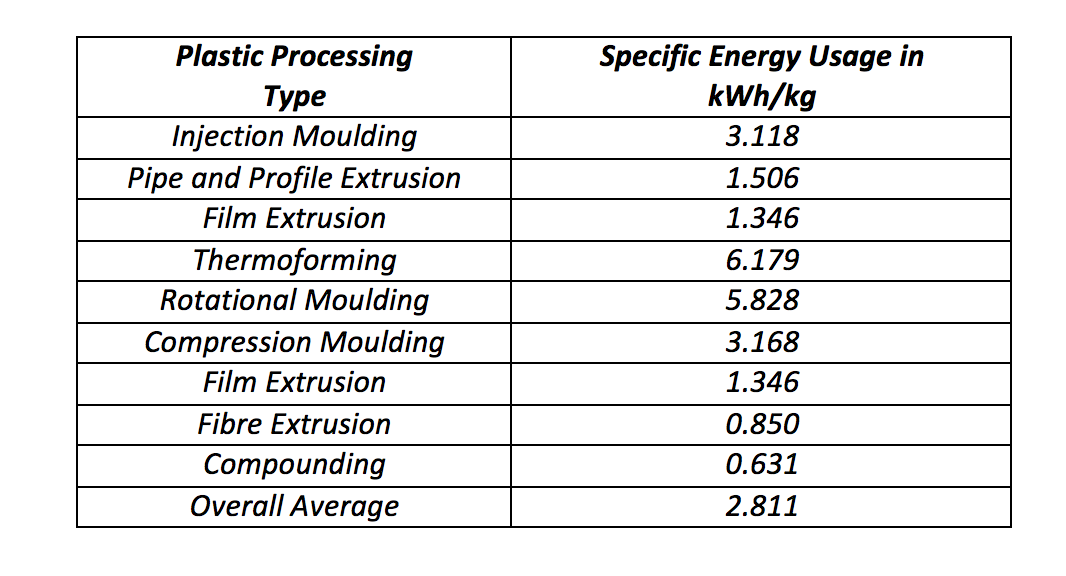
Type of plastic moulding processes
- Injection moulding is essentially a basic extrusion process which is followed by another process of moulding. This involves heating and cooling of a large mass of metal that forms the mould, plus the energy needed to close the mould. There is an often an additional downstream operation, including complex assembly, occasionally in clean room environments, which accounts for the higher site specific energy consumption or SEC.
- Pipe and profile extrusion not only has complex downstream operations but often involves the storage and handling of large hollow products, sometimes with welding, trimming and assembly operations, all of which add to the increased energy usage.
- Vacuum thermoforming is first a sheet extrusion process, then the sheet is reheated and formed under vacuum in a mould. The items produced are generally thin-walled and lightweight. Additionally, when producing multiple circular items from a sheet, the excess material is recycled, adding to the consumption of energy.
- Rotational moulding essentially has to heat and cool the large surface area of a metal mould for every hollow article produced. The mould is often heated by hot air circulating around the rotational mould, which is sometimes smaller than the chamber, thus reducing the energy efficiency even further. A large amount of energy is used for a small weight of the polymer, explaining the high site specific energy consumption.
- Compression moulding is a slow process where the mould is heated and compresses while the reaction takes place. The specific energy requirement is similar to injection moulding.
- Fibre extrusion has more downstream equipment, including stretching rolls and winding machinery, while film extrusion will include cast film and blown film, again involving more complex downstream operations.
- Compounding, which is an extrusion process, generally involves less ancillary equipment than other extrusion processes and therefore has the lowest specific energy consumption. The polymer is heated and cooled only once, with very little else being done, apart from granulating.
- Blow moulding is used to produce uniform hollow products in one piece, such as water bottles. A molten tube or injection-moulded preform of resin is expanded into a mould using compressed air. The finished product is hollow and takes on the shape of the mould.
- Film or sheet extrusion is used to produce products in the shape of a flat film or sheet. The material is fed through an extruder and heated as it is forced through a flat opening. The extruded product is then cooled either by blowers or by water immersion. The extruded film or sheet may go through additional forming steps such as thermoforming.
- Thermoforming is not identified separately because it is typically used in conjunction with film extrusion processes. A flat film is heated and either pulled by a vacuum or pushed by a plug to take the shape of the mould.
Energy efficiency and savings in the plastic sector
In the processing of resin into plastic products, some typical energy efficiency best practices are outlined below.
- Process equipment, such as an injection moulding machine, sometimes requires refrigerant-based chillers to supply cold water for mould cooling. Free cooling utilizes cool outdoor conditions to removet the heat generated during processing. Free cooling can apply to injection moulding or other process areas where refrigerant based chillers are used. One side benefit is reduced wear on the chillers. Typical energy payback time ranges from two to four years.
- Variable frequency drives are used in cooling systems for injection moulding machine cooling. Any plastics manufacturing process that requires cooling requires pumps to move the cooling water around the plant. Since the full output of the pump is not normally required, the pump can run at a slower than rated speed to meet actual process demands. This applies to injection moulding, thermoforming, and blow moulding and wherever else cooling is needed, especially in cases where process needs vary over a wide range of loads for a significant number of operating hours.
- Plastic heater retrofits can be used to increase efficiency. Electric thermoformers cam be converted to catalytic gas fired ones, and electric oven thermoformers can be retrofitted to operate on natural gas using special catalytic heaters. Efficiency gains come from the fraction of heat that is radiant.
- Hydraulic injection moulding machines can be replaced with all-electric ones. This solution eliminates the losses associated with the idling of the large hydraulic motors and provides for better control of clamp pressure and improved quality.
- The efficiency of auxiliary systems, such as air compressors, cooling and extraction fans, pumping systems and barrel insulation, can be improved.
Our services
Below are the energy efficiency services we provide. Contact us for more information on these services.
Comprehensive energy audit
Maximpact’s energy audit will cover all thermal and electrical process plant and utility systems. Our comprehensive energy audit specification will provide you with a detailed plan of our services, complete with the time requirements and costs involved.
Data mining and process optimisation opportunities audit
Data mining can uncover a wealth of energy and process saving opportunities in your industry. Maximpact’s ability to uncover patterns of inefficient use of energy or poor process performance and even predict the energy saving potential of utility and process improvements offers you a winning edge. We can do a first step study that will provide a gap analysis and make recommendations on the measures you need to take now to make the most of this new technology. We advise you on the type of artificial intelligence systems and approaches that would best be applied to your particular process and utility systems.
New equipment energy efficiency specification
Are you considering purchasing a new injection moulding machine, a granulator or resin dryer, or a new utility plant, such as a new air compressor or process chiller?
If so, we can help you ensure that your vendors provide efficient equipment that will save on running costs over its lifetime. We can help you include energy efficiency specifications in your tender documents that will ensure that all bidders compete for your business on a level playing field.
Perform an energy management system gap analysis
We will conduct a gap analysis study of your existing energy management practices and determine what steps are required for you to implement an energy management system such as that provided by the international energy standard ISO 50001.
Training in energy awareness
Maximpact provides employee training in energy awareness associated with good plant operational practices.
ISO 50001 full implementation support
We provide support for full implementation of the energy management system ISO 50001 in your factory. Developed by the International Organization for Standardization, ISO 50001 is based on the management system model of continual improvement. This makes it easier for organizations to integrate energy management into their overall efforts to improve product quality, environmental management, and their bottom line.
Plant resilience audit and recommendations action plan
How prepared are your manufacturing processes and utility systems to cope with weather extremes caused by global warming?
Are your manufacturing and utility systems capable of coping with climate extremes that bring droughts, floods, more frequent and severe storms, heatwaves and cold snaps?
The purpose of our resilience study is to determine how exposed your manufacturing and utility systems are to the weather extremes that will be more commonly experienced throughout the world due to climate change.
These extremes are occurring right now. It was common practice in the past to design processes for specific minimum low, ambient low, and high temperatures based on weather statistics averaged over 50 to 100 years. Global warming has changed these statistics, yet many design engineers have not incorporated them into their calculations.
At Maximpact we have formulated an approach to assess your process and utility systems and their resilience to climate change. Don’t wait until your vulnerabilities are revealed by weather extremes that cost your business a fortune in lost production and product output. Act now and be prepared.
Renewable Energy for the Plastic Sector
- On site wind power generation can displace grid power
- A feasibility study can be conducted for the use of a gas-fired tri-generation system on site to displace imported grid electricity and also supply chilled water via adsorption chillers to cool the moulding equipment.
